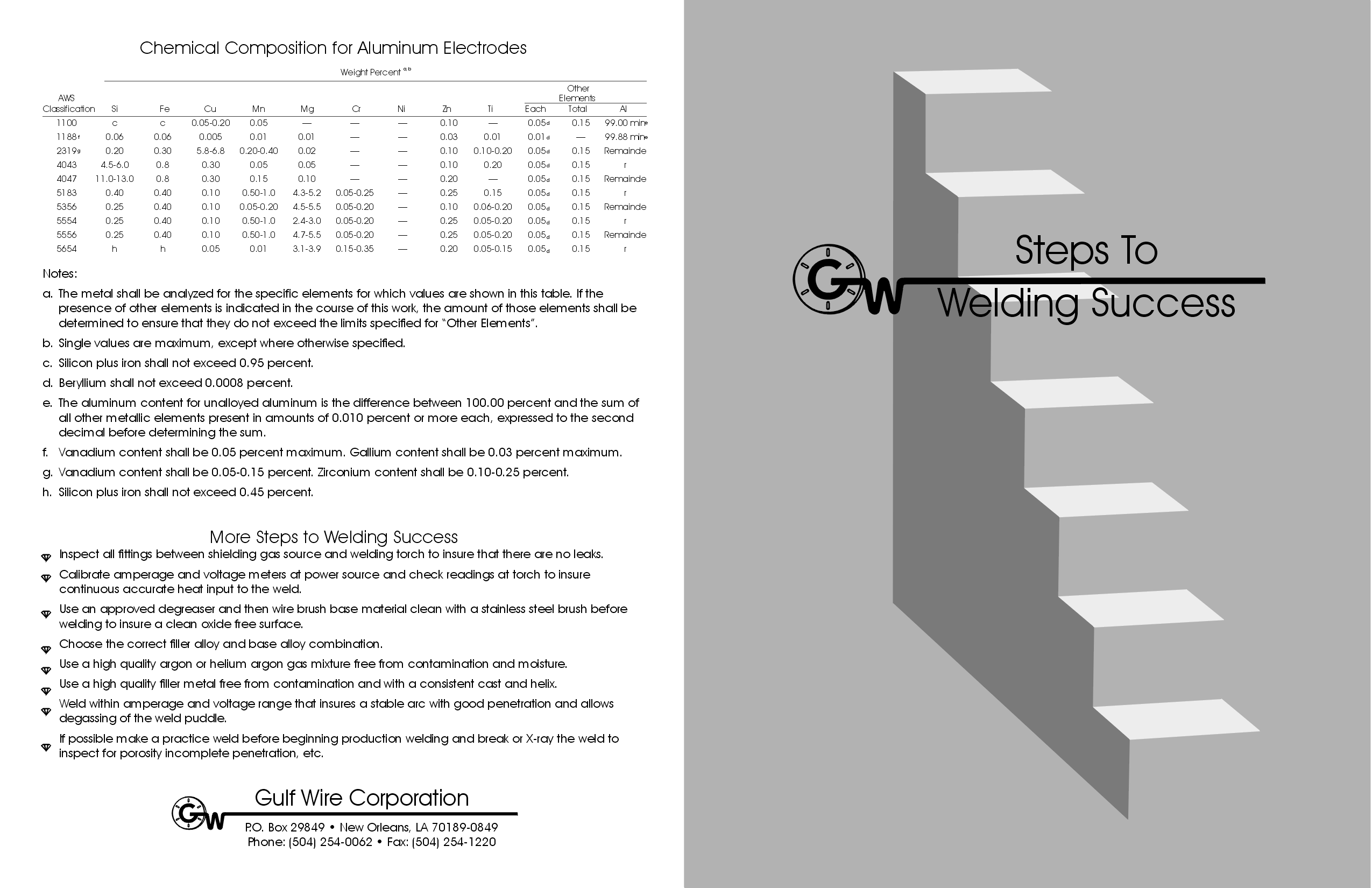
Labels:text | screenshot | font | design OCR: Chemical Composition for Aluminum Electrodes Weight Percent ªb Other AWS Elements Classification Si Fe Cu Mn Mg N Zn Ti Each Total Al 1100 C C 0.05-0.20 0.05 - 0.10 - 0.05d 0.15 99.00 mine 1188f 0.06 0.06 0.005 0.01 0.01 0.03 0.01 0.01 d 99.88 mine 2319g 0.20 0.30 5.8-6.8 0.20-0.40 0.02 0.10 0.10-0.20 0.05dl 0.15 Remainde 4043 4.5-6.0 0.8 0.30 0.05 0.05 0.10 0.20 0.05d 0.15 r 4047 11.0-13.0 0.8 0.30 0.15 0.10 0.20 - 0.05d 0.15 Remainde 51 83 0.40 0.40 0.10 0.50-1.0 4.3-5.2 0.05-0.25 0.25 0.15 0.05d 0.15 5356 0.25 0.40 0.10 0.05-0.20 4.5-5.5 0.05-0.20 0.10 0.06-0.20 0.05d 0.15 Remainde 5554 0.25 0.40 0.10 0.50-1.0 2.4-3.0 0.05-0.20 0.25 0.05-0.20 0.05d 0.15 5556 0.25 0.40 0.10 0.50-1.0 4.7-5.5 0.05-0.20 0.25 0.05-0.20 0.05g 0.15 Remainde Steps To 5654 h h 0.05 0.01 3.1-3.9 0.15-0.35 0.20 0.05-0.15 0.05g 0.15 GW Welding Success Notes: a. The metal shall be analyzed for the specific elements for which values are shown in this table. If the presence of other elements is indicated in the course of this work, the amount of those elements shall be determined to ensure that they do not exceed the limits specified for "Other Elements". b. Single values are maximum, except where otherwise specified. c. Silicon plus iron shall not exceed 0.95 percent. d. Beryllium shall not exceed 0.0008 percent. e. The aluminum content for unalloyed aluminum is the difference between 100.00 percent and the sum of all other metallic elements present in amounts of 0.010 percent or more each, expressed to the second decimal before determining the sum. f. Vanadium content shall be 0.05 percent maximum. Gallium content shall be 0.03 percent maximum. g. Vanadium content shall be 0.05-0.15 percent. Zirconium content shall be 0.10-0.25 percent. h. Silicon plus iron shall not exceed 0.45 percent. More Steps to Welding Success Inspect all fittings between shielding gas source and welding torch to insure that there are no leaks. Calibrate amperage and voltage meters at power source and check readings at torch to insure continuous accurate heat input to the weld. Use an approved degreaser and then wire brush base material clean with a stainless steel brush before welding to insure a clean oxide free surface. Choose the correct filler alloy and base alloy combination. Use a high quality argon or helium argon gas mixture free from contamination and moisture. Use a high quality filler metal free from contamination and with a consistent cast and helix. Weld within amperage and voltage range that insures a stable arc with good penetration and allows degassing of the weld puddle. If possible make a practice weld before beginning production welding and break or X-ray the weld to inspect for porosity incomplete penetration, etc. Gulf Wire Corporation P.O. Box 29849 . New Orleans, LA 70189-0849 Phone: (504) 254-0062 · Fax: (504) 254-1220